True Quality Is Built One Detail at a Time in Injection Mold Manufacturing
In custom injection mold manufacturing, true quality is not created at the final inspection stage alone. It is built step by step, from the first design review to machining, fitting, assembly, mold trial, and final validation.
For WIT MOLD, every reliable mold begins with a clear understanding of the customer’s product requirements. Plastic part structure, material selection, tolerance needs, surface finish, production volume, and assembly conditions all affect mold design and manufacturing decisions.
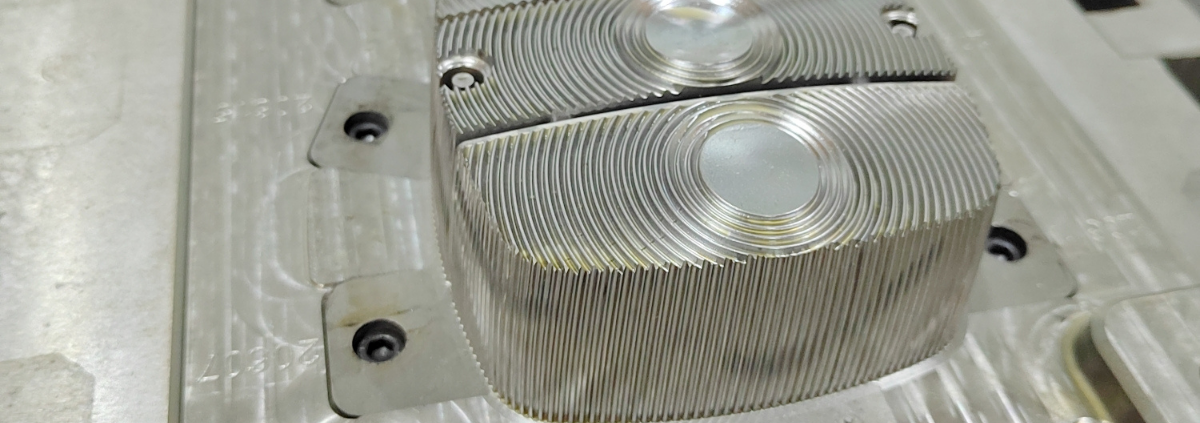
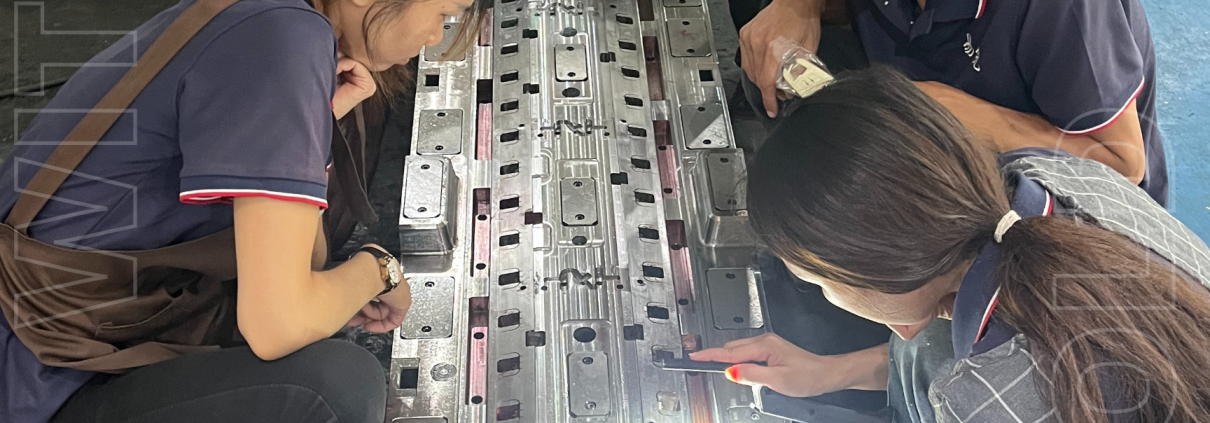
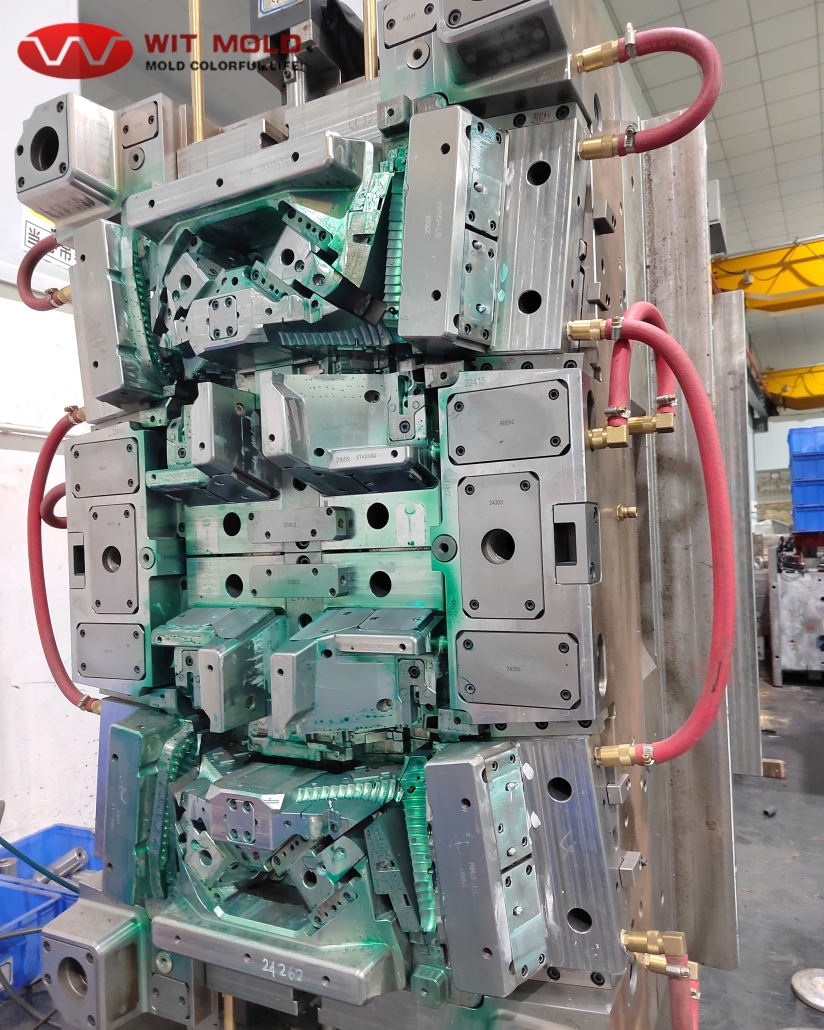
The uploaded workshop image shows what many buyers care about but may not always see clearly: mold quality is built through many small details. Cooling lines, inserts, sliders, lifters, shut-off areas, parting surfaces, and fitting positions all need to work together. If one detail is ignored, the final molding performance may be affected.
Why Mold Details Matter to Buyers
For overseas customers, an injection mold is not just a tool. It is a long-term production asset. Once the mold is shipped and put into production, it must support stable molding, repeatable part quality, and efficient maintenance.
That is why buyers usually pay close attention to:
- Mold structure reliability
- Dimensional accuracy of molded parts
- Stable ejection and part release
- Proper cooling efficiency
- Surface finish and appearance control
- Slider, lifter, and insert fitting
- Mold trial results and sample approval
- Long-term mold life and maintenance convenience
A well-built mold can help reduce production interruptions, part defects, flash, deformation, assembly problems, and unexpected repair costs. For automotive, medical, household appliance, electronics, smart home, and industrial plastic parts, these details directly affect the customer’s downstream production plan.
From Design Review to Precision Machining
Good mold quality begins with engineering preparation. Before machining starts, WIT MOLD reviews the product structure and tooling requirements to reduce potential molding risks.
During the design stage, important details may include gate location, parting line, ejection method, cooling layout, steel selection, insert structure, slider movement, and mold maintenance access. These decisions influence not only part quality, but also molding cycle time and mold service life.
After the design is confirmed, precision machining becomes the next key step. CNC machining, EDM, drilling, grinding, and component machining all require strict control. For high precision injection molds, small machining errors may lead to poor fitting, flash, mismatch, or unstable molded parts.
This is why detail control during machining is essential. Each component must match the mold design and fit correctly during assembly.
Fitting and Assembly Are Critical Stages
The photo reflects an important stage in mold manufacturing: fitting and assembly. At this stage, the mold is no longer just a set of machined steel parts. It becomes a functional system.
For complex plastic injection molds, fitting work requires experience and patience. Mold makers need to check how each component moves, locks, seals, and returns. Sliders, lifters, inserts, cores, ejector systems, and cooling connections must be carefully inspected.
Key assembly details include:
| Mold Area | Why It Matters |
|---|---|
| Parting surface | Helps control flash and part appearance |
| Slider and lifter movement | Affects undercut release and mold stability |
| Cooling channels | Influences cycle time and part deformation |
| Inserts and cores | Affects dimensional accuracy and replacement convenience |
| Ejector system | Ensures smooth part release without marks or damage |
| Shut-off areas | Helps prevent flash and material leakage |
If these details are not handled properly, the mold may still run, but it may not run reliably in long-term production.
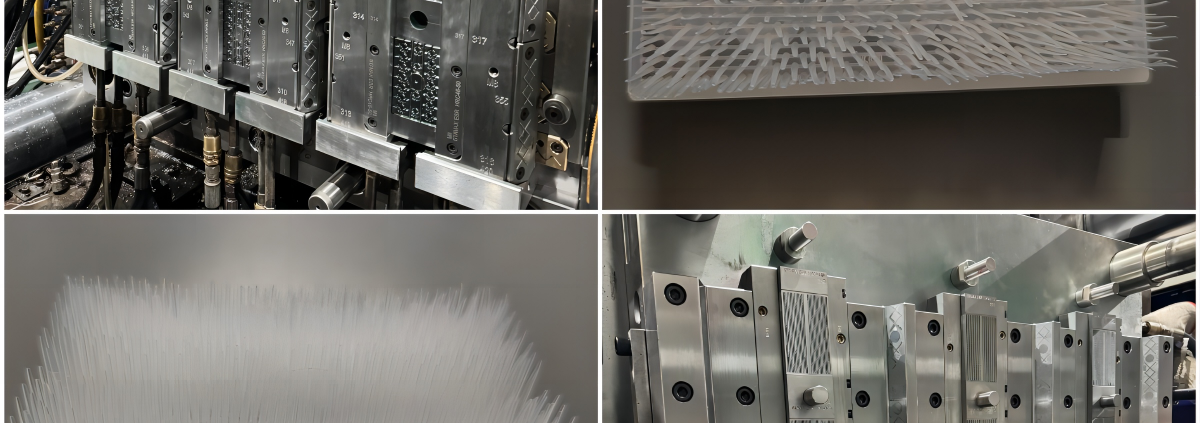
Mold Trial and Final Validation
After assembly, mold trial is used to verify whether the mold can produce parts that meet the customer’s requirements. The trial process helps check filling condition, ejection, cooling, appearance, dimensions, and functional areas.
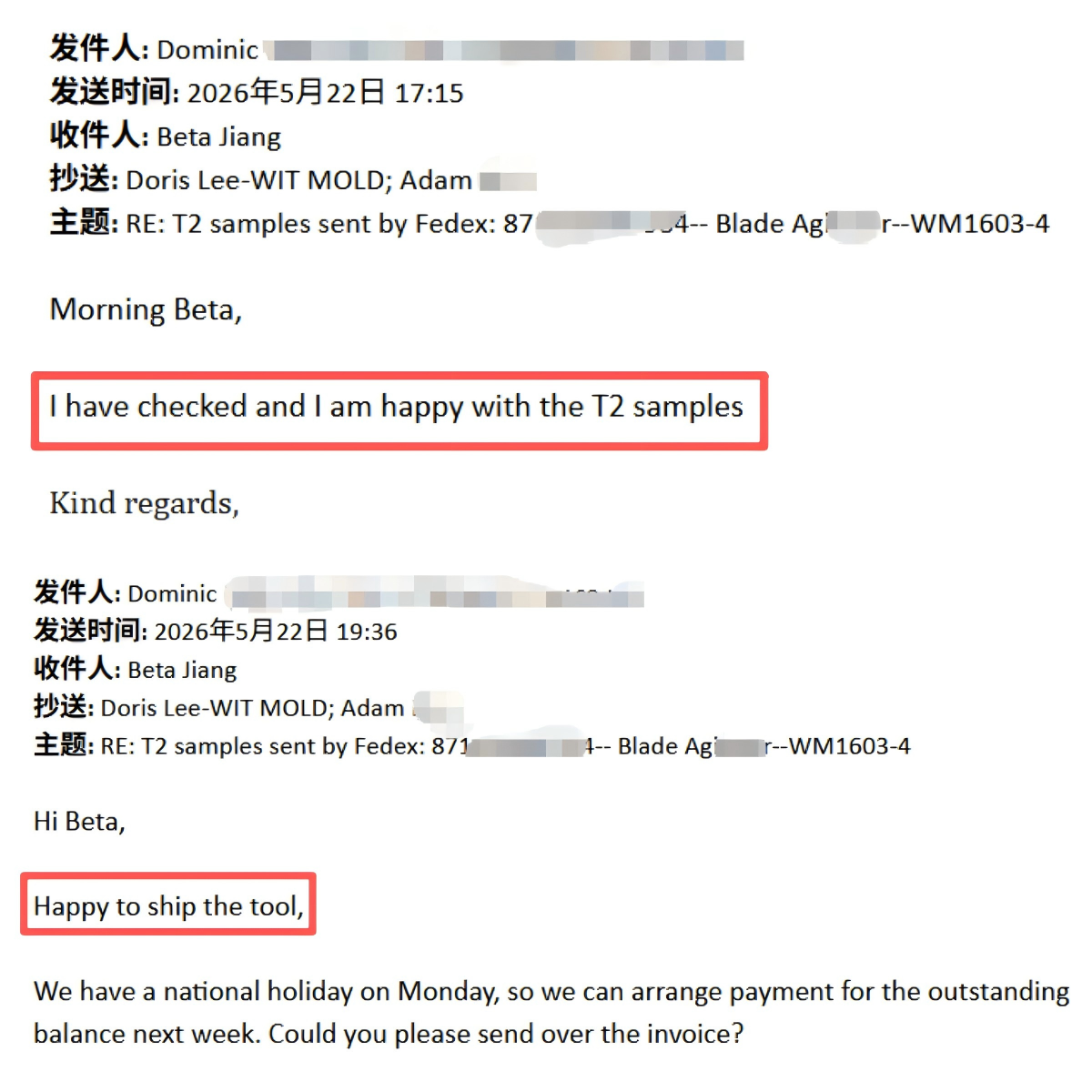
For many projects, T1 or T2 samples are sent to the customer for review. Customer feedback is then used to confirm whether the mold needs adjustment or can move to the next stage.
Final validation may include sample inspection, mold movement checking, surface cleaning, component confirmation, and shipment preparation. Only after the mold and samples meet project expectations can the tool be prepared for delivery.
This process is especially important for custom plastic injection molds, high precision molds, automotive molds, medical molds, two shot molds, unscrewing molds, insert molding tools, gas assist molds, structural foam molds, and high cavitation molds.
Detail Control Creates Long-Term Trust
In mold manufacturing, customer trust is built through consistent results. Buyers want more than a low-price mold. They need a supplier who understands project requirements, controls manufacturing details, communicates clearly, and delivers molds that can perform in real production.
WIT MOLD focuses on each stage of the tooling process because every detail can influence the final result. From engineering review to machining, fitting, mold trial, and shipment, the goal is to help customers receive molds that are ready for reliable production.
This commitment to detail is what supports long-term cooperation with customers in automotive components, household appliances, medical and healthcare products, telecommunication equipment, smart home products, consumer electronics, and industrial plastic parts.
What Buyers Should Provide for a Custom Mold Project
To help the mold manufacturer evaluate a project accurately, buyers are encouraged to provide clear technical information before quotation.
Useful information includes:
- 2D drawings and 3D product files
- Plastic material requirements
- Annual production volume
- Mold life expectation
- Surface finish requirements
- Tolerance requirements
- Assembly or functional requirements
- Sample or prototype references
- Special molding requirements, such as insert molding, two-shot molding, or unscrewing structures
The more complete the project information is, the easier it is to design a mold that matches the customer’s actual production needs.
Work With WIT MOLD on Your Next Injection Mold Project
Reliable mold quality is not the result of one single inspection. It is the result of detail-focused work at every stage.
If you are looking for a plastic injection mold manufacturer for custom tooling, precision molds, automotive molds, medical molds, appliance molds, or complex mold structures, WIT MOLD can support your project from design review to mold manufacturing, trial sampling, validation, and final delivery.