PVC end caps are widely used to protect the ends of pipes, tubes, and other cylindrical parts across industries such as plumbing, construction, furniture, and agriculture. While they seem simple, producing high-quality PVC end caps requires careful attention to design, material selection, and manufacturing processes. Understanding common problems and how to prevent them helps ensure durable and reliable products.
1. Warping and Deformation
Problem: End caps may warp or deform during or after production due to uneven cooling, inconsistent wall thickness, or high internal stress.
Solution:
Design molds with uniform wall thickness to ensure even cooling.
Use high-quality PVC materials with consistent shrinkage properties.
Optimize mold temperature and cooling channels to reduce internal stress.
2. Short Shots and Incomplete Filling
Problem: Sometimes the molten PVC does not completely fill the mold, leaving gaps or incomplete caps.
Solution:
Check mold design for proper gate placement and venting.
Adjust injection pressure, temperature, and speed according to material requirements.
Use precise molds to ensure proper flow and filling.
3. Surface Defects (Bubbles, Flow Lines, or Marks)
Problem: Air bubbles, flow lines, or visible marks can appear on the surface, affecting both function and appearance.
Solution:
Properly dry PVC material before injection to remove moisture.
Improve mold venting to allow trapped air to escape.
Adjust injection speed and temperature to achieve smooth flow.
4. Flash or Excess Material
Problem: Material may seep along the parting line, creating thin edges called flash.
Solution:
Ensure high-precision mold machining and assembly.
Maintain correct clamping force during injection.
Regularly inspect molds for wear or damage.
5. Material Cracking or Brittleness
Problem: End caps may crack or break during handling if the material is brittle.
Solution:
Select PVC grades suitable for the intended application (flexible vs. rigid).
Avoid excessive heat during injection, which can degrade PVC.
Test samples under expected conditions to ensure durability.
6. Misfit or Loose Caps
Problem: Caps that are too tight or too loose can affect functionality and assembly efficiency.
Solution:
Accurate mold design with precise dimensions for the intended pipe or tube diameter.
Consider tolerance adjustments for temperature or material shrinkage.
Offer prototype verification before mass production.
Conclusion
High-quality PVC end caps require careful attention to mold design, material selection, and production control. By addressing common issues such as warping, short shots, surface defects, flash, material cracking, and fit problems, manufacturers can produce durable, reliable, and visually appealing end caps.
Working with experienced suppliers like WIT MOLD ensures professional support for design, prototyping, and mass production, providing PVC end caps that meet both functional and industry-specific requirements.
PVC end caps are essential components used to protect the ends of pipes, tubes, and other cylindrical parts. Beyond basic protection, they play a key role in maintaining product integrity, improving appearance, and meeting the requirements of different industries. With increasing demand for tailored solutions, PVC end cap design and manufacturing are evolving to meet diverse market needs.
1. Functional Design Innovations
Modern PVC end caps are designed to offer more than simple protection:
Integrated Drainage Features: Caps with built-in holes or channels prevent water or debris from accumulating, protecting internal components from corrosion or damage.
Modular and Easy-Fit Designs: Snap-on or removable caps save time during assembly and maintenance, reducing downtime in production or installation.
Multi-Purpose Designs: Some caps serve dual purposes, such as acting as feet for furniture or protective covers for mechanical parts, adding versatility.
These innovations improve reliability and reduce operational issues in industrial settings.
2. Industry-Specific Customization
Different industries require PVC end caps with unique characteristics:
Construction and Plumbing: End caps must resist UV exposure, high temperatures, and impact to withstand harsh outdoor conditions.
Agriculture and Irrigation: Caps need to be leak-proof, easy to clean, and maintain proper water flow.
Furniture Manufacturing: Smooth and aesthetically pleasing caps protect surfaces while complementing the overall design.
Custom solutions ensure that end caps meet industry standards and operational requirements.
3. Sustainable Material Choices
Sustainability is an important trend in modern manufacturing:
Recycled PVC: Using recycled materials reduces waste and environmental impact while maintaining durability.
Non-Toxic Additives: Safe plasticizers ensure products are environmentally friendly and comply with safety standards.
Efficient Production: Optimized mold designs and manufacturing processes reduce material waste and energy consumption.
These practices appeal to businesses seeking eco-friendly suppliers and products.
4. Appearance and Branding
PVC end caps also provide opportunities for enhancing product appearance and brand recognition:
Custom Colors and Finishes: Offering a variety of colors to match product lines or company branding.
Logo or Marking Options: Embossed or printed logos improve brand visibility and identification.
Unique Patterns or Textures: Textured designs can improve grip or create a distinctive look for products.
Combining functionality with aesthetics adds value to the end product and reinforces brand identity.
5. Precision Manufacturing and Quality Control
High-quality production ensures consistent performance and reliability:
Precision Injection Molding: Accurate molds maintain consistent wall thickness and minimize defects.
Strict Quality Inspections: Every stage of production, from material selection to finished product, undergoes careful inspection to ensure standards are met.
Fast Prototyping and Small-Batch Production: Samples and short-run production allow businesses to test designs and respond quickly to market demands.
These measures guarantee that PVC end caps meet the functional and visual requirements of industrial applications.
Conclusion
As industrial applications diversify and customization becomes increasingly important, PVC end caps are evolving toward more professional and tailored designs. Choosing the right end caps can enhance product functionality, protect equipment, and strengthen brand competitiveness.
For professional PVC end cap solutions, customization options, and expert support, visit WIT MOLD.
PVC injection molding is widely used for producing durable and versatile components, such as end caps, fittings, housings, and other custom parts. At WITMOLD, we specialize in high-quality PVC injection molding solutions that ensure precision, efficiency, and long-lasting performance. However, like any injection molding process, PVC molding can face defects that affect both functionality and aesthetics. Understanding these defects and implementing practical solutions is crucial for consistent product quality.
1. Warping
Warping occurs when a molded part twists or bends after ejection, often due to uneven cooling or variations in wall thickness. It is common in parts with long, thin sections or complex geometries. To prevent warping, maintaining uniform wall thickness and optimizing mold design are essential. At WITMOLD, we incorporate precise cooling channel layouts and carefully controlled packing pressure and holding times in our molds. This ensures even cooling and stable dimensions for every PVC end cap, reducing distortion and delivering high-quality, dimensionally accurate products.
2. Sink Marks
Sink marks are depressions or dimples that appear on thick sections of molded parts, often caused by uneven shrinkage or insufficient packing. They can compromise both the appearance and structural integrity of PVC components. At WITMOLD, we minimize wall thickness variation and use advanced mold flow simulation to predict and correct potential sink mark areas before production. By adjusting packing pressure, holding time, and melt temperature as needed, our molds consistently produce smooth, defect-free surfaces, even on complex end cap designs.
3. Flow Lines
Flow lines are streaks or patterns on the surface of molded parts caused by uneven material flow during injection. They usually result from improper injection speed, temperature variations, or sudden geometry changes. WITMOLD addresses these issues by optimizing injection parameters and designing molds for uniform PVC flow. Sharp corners and transitions are smoothed, and cooling systems are precisely controlled to ensure even filling. This approach eliminates flow lines and produces visually appealing, structurally sound PVC end caps.
4. Bubbles and Voids
Bubbles or voids occur when air or gas is trapped inside the part, weakening its structure and causing cosmetic defects. Moisture in PVC resin, insufficient mold venting, or excessive injection speed can all contribute to this problem. At WITMOLD, we carefully dry all PVC materials before molding, implement advanced venting designs, and fine-tune injection speed and pressure. These measures prevent trapped air and gas, ensuring that every PVC end cap is solid, strong, and long-lasting.
5. Short Shots
Short shots happen when the mold cavity is not completely filled, leaving parts incomplete. This can be caused by low injection pressure, high melt viscosity, cold spots, or poor venting. WITMOLD solves these issues through precise control of injection pressure, shot size, and melt temperature, combined with mold designs optimized for smooth PVC flow. As a result, all end caps and custom components are fully formed, with consistent quality and no missing sections.
6. Flash
Flash is excess material that seeps out along mold parting lines or edges, usually caused by high injection pressure, misaligned molds, or inadequate clamping force. To prevent flash, WITMOLD uses high-precision molds engineered to strict tolerances, along with proper clamping and alignment practices. Regular mold maintenance and inspections further ensure clean, accurate PVC end caps without the need for excessive post-production trimming.
7. High-Quality PVC Injection Molding Practices
Producing defect-free PVC parts requires attention to both material and process. WITMOLD selects high-quality, moisture-free PVC resin, maintains molds regularly, and fine-tunes injection speed, melt temperature, holding time, and cooling for each unique part design. Advanced mold flow simulation and trial runs help predict and prevent defects before mass production, saving time and reducing waste. This holistic approach ensures that every PVC end cap meets the highest standards for durability, aesthetics, and performance.
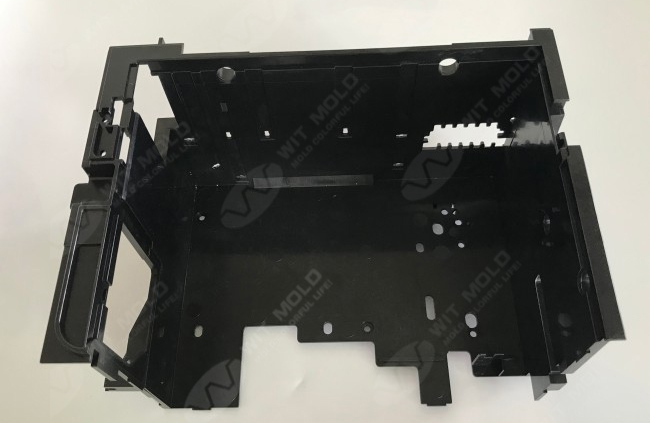
8. Applications and Advantages of PVC End Caps
PVC end caps are essential components for protecting and sealing pipes, tubes, and other cylindrical products. At WITMOLD, our PVC end caps are widely used across multiple industries, including:
Plumbing and Piping Systems: End caps seal pipe ends during storage or transportation, preventing dust, dirt, and moisture from entering.
Construction and Industrial Applications: They protect tube ends, fittings, and structural components during fabrication, handling, and installation.
Furniture and Equipment Manufacturing: PVC end caps prevent scratches, corrosion, or damage on metal tubes, rails, and other components.
Automotive and Mechanical Industries: Custom end caps provide protection for pipes, hoses, and other components in assembly and storage.
Advantages of WITMOLD PVC End Caps:
Durable and resistant to impact, chemicals, and environmental conditions.
Precise fit for different pipe and tube diameters, ensuring reliable sealing.
Customizable designs to meet specific industrial or OEM requirements.
Smooth, defect-free surfaces thanks to advanced mold design and optimized injection processes.
By combining superior material selection, precise mold engineering, and strict quality control, WITMOLD PVC end caps deliver both functional reliability and aesthetic quality for a wide range of applications.
Conclusion
PVC injection molding defects such as warping, sink marks, flow lines, bubbles, short shots, and flash can affect the quality and functionality of molded products. Through careful mold design, precise process control, and premium materials, these defects can be minimized or eliminated. At WITMOLD, we specialize in producing high-quality PVC end caps and other custom components with excellent durability, consistent performance, and wide-ranging industrial applications. Our expertise ensures that every product meets the highest standards for both function and appearance.
When it comes to manufacturing precision PVC end caps—whether for pipes, electrical enclosures, or container seals—the success of the final product starts long before the first part is molded. It begins with expert mold design. While PVC is a versatile material, it also presents unique processing challenges. That’s why working with a professional injection molding service provider is crucial for achieving high-quality, cost-effective, and reliable end products.
The Unique Challenges of PVC Injection Molding
Unlike general-purpose thermoplastics like PP or PE, PVC (polyvinyl chloride) requires precise control during the injection molding process. Its low thermal stability, corrosive nature, and viscosity sensitivity demand specialized equipment and experienced operators.
Key challenges include:
Thermal degradation: PVC can degrade and release corrosive gases if overheated.
Material shrinkage: Inconsistent shrinkage can lead to poor fit or sealing.
Tool wear: Chlorine content in PVC can cause faster corrosion of standard mold steels.
These challenges make professional mold design and material expertise essential to minimize product defects and extend mold life.
Key Design Considerations for PVC End Caps
A well-designed mold doesn’t just create a part—it creates a repeatable, stable process that delivers consistent quality. Here are essential factors considered by expert mold designers:
Uniform Wall Thickness: Avoids sink marks and ensures even cooling, reducing warpage risks.
Optimized Gating System: For PVC, cold runner systems with direct gates are often preferred to limit shear heat and degradation.
Venting Design: Proper venting prevents gas burns or incomplete fills, which are common with PVC materials.
Draft Angles: A minimum draft of 1–2° per side aids smooth ejection without part damage.
Corrosion-Resistant Steel: High-grade mold steels such as H13 or stainless inserts help withstand PVC’s corrosive effects.
Advantages of Working with Professional Injection Molding Services
Partnering with an experienced injection molding company brings multiple benefits:
One-Stop Project Management: From mold design and tooling to sample testing and final production.
Material Expertise: Deep understanding of rigid and flexible PVC grades, additives, and shrinkage behavior.
Cost Efficiency: Optimized mold design reduces cycle time, scrap rate, and maintenance costs.
Faster Time to Market: Digital mold flow analysis and rapid prototyping accelerate development.
Reliable Quality Assurance: Full inspection reports, CMM checks, and trial runs ensure every part meets spec.
Conclusion
For any PVC end cap injection molding project, cutting corners on mold design can lead to high scrap rates, longer lead times, and higher costs. By investing in professional mold design services, you’re not just buying a tool—you’re ensuring product quality, production efficiency, and long-term success.
Whether you’re creating caps for plumbing, electrical, or packaging industries, choose an experienced partner who understands the unique demands of PVC processing.
At Witmold, we specialize in delivering comprehensive injection molding solutions for PVC end caps, final ends, and various custom plastic components. Leveraging over 20 years of experience and a factory spanning 12,000㎡, we combine advanced technology with rigorous quality control to meet your precise requirements efficiently and reliably.
Custom Mold Design and Manufacturing
Our in-house mold design team utilizes advanced CAD/CAM/CAE software for precise mold engineering, allowing simulation and optimization before mold production.
We produce molds using high-quality steel materials such as P20, 718, H13, tailored to your production volume — ensuring molds last over 500,000 cycles under optimal conditions.
With CNC machining centers, wire cutting, EDM, and high-precision grinding machines, we ensure mold parts meet tolerances within ±0.01mm, critical for complex PVC components.
Our design-for-manufacturability (DFM) service helps identify potential production issues early, reducing mold modification costs and accelerating lead times.
Precision Injection Molding of PVC and Other Plastics
Our injection molding machines range from 80 to 1000 tons, enabling production of small delicate parts to larger components with consistent quality.
PVC molding demands strict control of parameters like temperature (typically 160-190°C for PVC), injection pressure, and cooling time. Our machines feature advanced temperature controllers and servo motors for precise process stability.
We specialize in molding soft and rigid PVC with good mechanical properties such as impact resistance and weatherability.
Multi-cavity molds allow efficient batch production, reducing cost per part while maintaining uniformity.
Besides PVC, we also mold ABS, PP, PE, PC, PA, and custom blends, meeting diverse industry applications.
End-to-End Project Support
Rapid and accurate quotations are provided based on your 2D/3D CAD files or physical samples, usually within 24 hours.
We assist in material selection, including PVC grades compliant with standards like RoHS and REACH for export markets.
Our mold trial and validation process includes:
Sample testing for dimensional accuracy and mechanical properties
Cycle time optimization for production efficiency
Surface finish and color matching inspections
Mass production follows after approval, with real-time quality monitoring, and export-standard packaging to prevent damage during transit.
Additional services include secondary assembly, ultrasonic welding, pad printing, and laser marking to meet your final product specifications.
Professional Communication and Technical Assistance
We commit to replying within 12 hours during business days.
Our technical engineering team can discuss mold design adjustments, material properties, and process parameters in detail.
We provide comprehensive documentation:
Mold design drawings
Material certification and test reports
Production reports including shot weight, cycle time, and rejection rate
Transparent project management enables you to track progress and ensures on-time delivery.
Competitive Pricing and Quality Assurance
By integrating mold making and injection molding under one roof, we minimize outsourcing risks and control costs.
Our total quality management system reduces defect rates to below 0.5%, ensuring consistent product reliability.
Mold life cycles and production efficiency improvements translate into lower unit costs—especially important for long-term or large-volume contracts.
We strictly follow ISO 9001 quality standards, and our products have passed third-party certifications required by global markets.
Experienced in Global Export
We export to Europe, North America, Southeast Asia, and beyond, adhering to international packaging and shipping standards.
Our logistics team supports FOB, CIF, and DDP shipping terms, with clear customs documentation.
Products meet environmental compliance including RoHS, REACH, and other certifications often required in electronics, automotive, and consumer goods sectors.
Long-term relationships with customers allow us to tailor inventory and production plans, ensuring stable supply even in peak seasons.
Ready to Support Your PVC Injection Molding Needs
Whether you require standard PVC end caps or highly customized injection molded components, Witmold offers the technical expertise, manufacturing capacity, and customer service to bring your projects to life. With a strong focus on quality, communication, and value, we aim to be your trusted manufacturing partner in China.
Contact us today to discuss your project and receive a professional quotation.
As a China high-quality plastic mold supplier, WIT MOLD has established itself as a trusted partner for global clients seeking advanced mold-making capabilities. With over 20 years of experience, we specialize in providing precision molds for the automotive, home appliances, medical, and consumer electronics industries. Our reputation is built on delivering consistent quality, competitive pricing, and professional technical support across every project.
Custom Unscrewing Mold Manufacturer
WIT MOLD is recognized as a leading custom unscrewing mold manufacturer, offering automated solutions for products with complex internal threads. Our expertise in unscrewing systems ensures high efficiency, long mold life, and precision control. Whether for bottle caps, connectors, or threaded housings, we tailor every mold to meet specific client requirements using advanced design and simulation tools.
Gas-Assisted Injection Molding Expert
As a gas-assisted injection molding expert, WIT MOLD supports clients in achieving lightweight, structurally sound plastic parts with reduced material usage. This technique is especially effective for large, thick-walled components, minimizing warpage and sink marks while enhancing aesthetics. Our engineering team works closely with customers to develop gas channel layouts and control systems optimized for each part geometry.
Structural Foam Mold Design Guide
Our engineering team follows a proven structural foam mold design guide that ensures optimal cell structure, weight reduction, and dimensional stability. Structural foam molding is ideal for producing large parts with low internal stress, making it a preferred choice for pallets, panels, and enclosures. WIT MOLD delivers precise tooling solutions using advanced CNC machining and foam-specific gating systems.
Best Two-Shot Molding Company
When it comes to overmolded components, we are proud to be known as the best two-shot molding company in China. We provide tooling for multi-material and multi-color components that enhance functionality and user experience. Our two-shot molds are widely used in automotive interiors, toothbrushes, and handheld devices. With specialized rotary or core-back mechanisms, our molds deliver reliable cycle times and seamless integration between materials.
Precision BMC Molding Solutions
WIT MOLD also delivers precision BMC molding solutions for demanding electrical and structural applications. Our tooling supports Bulk Molding Compound (BMC) materials known for their high thermal stability, mechanical strength, and flame retardance. We ensure accurate mold temperature control, venting, and material flow for complex parts such as insulators, electrical housings, and lighting components.
Insert Molding Design Guidelines
With extensive experience in insert overmolding, we follow proven insert molding design guidelines that reduce defects, improve adhesion, and increase part strength. Our insert molding capabilities range from simple metal pins to complex pre-assembled components, using vertical or horizontal molding equipment. Each mold is tailored for efficient insert placement, optimal gate locations, and cycle time reduction.
Automated Thread Removal Mold Specialist
As an automated thread removal mold specialist, we integrate servo-driven or hydraulic unscrewing mechanisms into our tooling to achieve efficient demolding of threaded parts. This automation enhances productivity, reduces labor costs, and eliminates thread damage during ejection. Our solutions are widely used in packaging, automotive, and connector applications.
Why Choose WIT MOLD?
Comprehensive Services: From DFM to mold making, testing, and delivery, we offer a one-stop solution.
Advanced Equipment: Equipped with high-speed CNC, EDM, CMM, and mold trial machines.
Export Expertise: Serving clients across the USA, Germany, Japan, Mexico, and more.
Strict Quality Control: ISO-certified processes and full documentation at each stage.
Reliable Delivery: On-time project completion and responsive after-sales support.
Partner with WIT MOLD—Your reliable China high-quality plastic mold supplier for advanced molding solutions. Contact us today to discuss your next project or request a quote tailored to your application.
In injection molding, achieving both quality and efficiency depends not only on the mold design but also on the precision of processing techniques. Among the many factors that influence part quality and cycle time, injection mold cooling system design and process control strategies play critical roles in delivering consistent, high-performance results.
The Importance of Scientific Molding Cooling Process
A well-engineered scientific molding cooling process ensures that heat is uniformly and efficiently removed from the mold cavity. This helps maintain dimensional accuracy, reduce warpage, and prevent internal stresses. By controlling the temperature profile throughout the cycle, manufacturers can achieve repeatable, stable production even in high-volume scenarios.
Efficient Mold Cooling Channels for Better Part Quality
Designing efficient mold cooling channels is essential to minimizing cooling time—the longest portion of the molding cycle. Optimized channel geometry, spacing, and layout allow for uniform cooling across complex part geometries. When cooling is poorly designed, temperature imbalance leads to defects such as sink marks, warping, or longer-than-necessary cycle times.
Precision Mold Temperature Control for Stable Production
Maintaining thermal balance in molds requires precision mold temperature control. Using temperature controllers with high accuracy, manufacturers can keep molds within a narrow range of ideal processing temperatures. This enhances surface finish, improves material flow, and prevents cosmetic issues on the final parts.
Injection Mold Cooling System Design: Balancing Speed and Quality
The heart of any efficient mold is its injection mold cooling system design. Engineers must evaluate mold materials, channel diameters, placement, and coolant flow rates to strike the right balance between rapid heat removal and structural integrity. Advanced cooling methods such as conformal cooling or beryllium copper inserts can significantly reduce cooling time and improve mold performance.
Injection Molding Cycle Time Optimization
Injection molding cycle time optimization is the key to improving productivity and reducing costs. Cooling alone often accounts for over 60% of the entire cycle. By refining cooling systems, optimizing hold pressure timing, and ensuring proper ejection, companies can drastically reduce cycle times without compromising part quality.
Injection Rate Control in Molding
Another essential parameter is injection rate control in molding. Controlling the injection speed ensures uniform filling, prevents flow lines, and reduces shear-induced degradation in polymers. Proper injection speed also influences gate freeze timing, weld line strength, and air trap elimination.
Plastic Part Design Guidelines for Manufacturability
Even with the most advanced molding systems, part quality heavily depends on design. Following proven plastic part design guidelines—such as uniform wall thickness, draft angles, and proper rib-to-wall ratios—enables efficient mold filling and cooling. Design for manufacturability (DFM) also reduces tooling revisions and accelerates time-to-market.
Mold Flow Analysis Service: Predicting Issues Before Production
Before building the mold, performing a mold flow analysis service can uncover potential design flaws and processing challenges. This simulation-driven approach evaluates material flow, cooling behavior, air traps, weld lines, and pressure distribution—allowing engineers to adjust part or mold designs before cutting steel. It’s a valuable step for reducing risk and improving first-shot success.
Conclusion
From precision mold temperature control to mold flow analysis service, every technical decision in the injection molding process impacts cycle time, part quality, and operational cost. A well-thought-out injection mold cooling system design, coupled with scientific molding cooling processes, ensures stable, high-efficiency production. By adhering to plastic part design guidelines and leveraging tools like injection rate control and cycle time optimization, manufacturers can achieve superior results in today’s competitive plastic molding landscape.
In the world of plastic product development, choosing the right mold technology is essential to achieving precision, efficiency, and design complexity. Today’s leading manufacturers—especially those in automotive, medical, electronics, and industrial sectors—rely on specialized mold solutions to stay competitive. From high precision injection molds to gas-assist injection molding, the industry continues to evolve with advanced techniques that push performance and production boundaries.
High Precision and High Cavitation Molds for Demanding Applications
For parts that require tight tolerances and fine detail, high precision injection molds are indispensable. These molds are engineered to produce complex geometries with absolute consistency across thousands—or even millions—of cycles. When paired with high cavitation mold manufacturers, companies can scale production efficiently without sacrificing quality. High-cavity tools enable the simultaneous molding of multiple parts, drastically reducing cycle time and cost per unit.
Advanced Multi-Material and Multi-Shot Capabilities
Modern product designs often demand the use of different materials within a single component. Multi-material injection molds and two-shot molding (2K molding) specialists make this possible. In 2K molding, two materials are injected sequentially into the same mold, enabling soft-touch grips, seals, or aesthetic combinations without secondary assembly. These processes ensure superior adhesion, part integrity, and faster turnaround.
Specialized Molding Technologies for Complex Functions
Some applications require functional elements that go beyond simple shapes. For threaded components, unscrewing molds (automatic thread removal molds) offer a smart solution with automated ejection systems that rotate cores and remove threaded parts without damage.
For high-heat and high-strength materials, thermoset BMC/SMC mold makers provide tooling capable of handling bulk and sheet molding compounds. These materials are ideal for electrical housings, under-the-hood automotive components, and structural panels.
When weight savings and structural strength are required, structural foam molding experts use low-pressure molding with foamed plastic to create lightweight, rigid parts with thick walls and reduced warpage.
Insert Molding and Gas-Assist Technologies for Enhanced Design Flexibility
Integrating metal inserts, sensors, or bushings during the molding process requires the skill of an insert molding tool specialist. This technique improves assembly strength, reduces labor, and enhances part durability.
For hollow or thick-walled parts, gas-assist injection molding introduces nitrogen into the melt to hollow out sections, reducing material usage and eliminating sink marks—ideal for handles, frames, and enclosures.
Micro and Scientific Molding for Precision-Driven Industries
In highly regulated fields such as medical and electronics, micro-injection molds are used to manufacture ultra-small parts with exact tolerances, sometimes as tiny as a few milligrams.
Pairing such precision with scientific molding solutions—a process-driven approach using data, sensors, and real-time analytics—ensures repeatability and process stability. This is crucial for validation, especially in FDA-regulated or ISO-certified production environments.
Hot Runner Mold Systems for Speed and Waste Reduction
Finally, hot runner mold systems offer improved cycle times and material efficiency by keeping plastic in a molten state within the mold. These systems eliminate runners and sprue waste, making them ideal for high-volume and high-efficiency production.
Conclusion
From high cavitation mold manufacturers to scientific molding solutions and multi-material injection molds, today’s mold makers are equipped to deliver cutting-edge solutions for the most complex applications. By leveraging advanced molding technologies like hot runner systems, gas-assist injection molding, and micro-injection molds, manufacturers can achieve better performance, lower costs, and greater design freedom.
Choosing the right molding partner—one experienced in all these technologies—can mean the difference between a good product and a great one.
In today’s manufacturing world, businesses need efficient and reliable solutions for plastic part production. Plastic injection molding service is one of the most widely used methods, and Witmold stands out as a trusted partner providing full-service injection molding from design to delivery.
Why Choose a Custom Plastic Mold Manufacturer
As a leading custom plastic mold manufacturer, Witmold specializes in developing high-performance molds tailored to specific product needs. Whether you require multi-cavity molds, overmolding, or inserts, the Witmold team ensures optimal mold design and functionality for every project. Their deep experience allows them to serve industries like automotive, home appliances, medical, and consumer electronics.
Precision Mold Maker China: Built for Complex Parts
Witmold is recognized as a top-tier precision mold maker China, trusted by clients worldwide. With state-of-the-art CNC machining centers, EDM systems, and rigorous QC protocols, Witmold produces high-precision tools capable of meeting tight tolerances and complex geometry requirements. Their in-house tooling shop guarantees high consistency, minimal lead time, and total control over quality.
China Tooling Expert: End-to-End Mold Solutions
As a true China tooling expert, Witmold offers more than just mold making. They provide a full suite of mold lifecycle services, including DFM analysis, steel selection guidance, mold trials, maintenance advice, and after-sales support. Their team combines engineering expertise with industry insight to ensure molds are built to perform and last.
Injection Molding Instant Quote: Fast and Transparent
Speed matters, especially in product development. Witmold makes it easy with their injection molding instant quote service. By simply uploading your CAD files and specifications, you can receive a fast and accurate quote—helping you reduce delays, plan production, and manage costs effectively. This streamlined quoting process is ideal for startups, R&D teams, and buyers working on tight schedules.
Work with Witmold for Reliable Injection Molding in China
Witmold is your one-stop solution for plastic injection molding service, combining the capabilities of a custom plastic mold manufacturer, the accuracy of a precision mold maker China, and the experience of a China tooling expert. With fast response, full technical support, and instant injection molding quotes, Witmold helps clients turn concepts into high-quality plastic products with confidence and speed.
Injection molding is one of the most widely used manufacturing processes for producing plastic parts. Whether you’re an engineer, designer, or business owner, understanding how injection molding works can significantly impact the quality, cost, and efficiency of your production process. Here’s a comprehensive guide to help you understand the ins and outs of injection molding.
What is Injection Molding?
Injection molding is a manufacturing process used to produce parts by injecting molten plastic into a mold cavity. The mold is then cooled, solidifying the plastic into the desired shape. This process allows for the high-volume production of complex and detailed parts, often used in various industries like automotive, medical, electronics, and consumer goods.
Injection: Plastic pellets are fed into a hopper, where they are heated until they melt. The molten plastic is then injected under high pressure into a mold cavity.
Cooling: After the mold is filled, the plastic is allowed to cool and solidify. The cooling time varies depending on the material, mold design, and part size.
Ejection: Once the part has solidified, the mold opens, and the part is ejected using ejector pins or other mechanisms.
Post-processing: After ejection, parts may undergo additional processes like trimming, painting, or assembly.
Types of Injection Molding
Several variations of injection molding are used depending on the material and product requirements:
Thermoplastic Injection Molding: Uses thermoplastic materials that soften when heated and harden when cooled. These materials can be reused and remolded multiple times.
Thermoset Injection Molding: Uses thermosetting plastics, which harden permanently after being heated. These materials cannot be remelted once they have set.
Multi-shot Injection Molding: Involves injecting different materials or colors in successive steps to create parts with multiple layers or different properties in a single cycle.Insert Molding: A process where metal inserts or other components are placed into the mold cavity before injection. The molten plastic encapsulates these inserts, creating a composite part.
Overmolding: A type of multi-shot molding that involves adding a layer of material over an existing part. This is commonly used for creating soft-touch grips or combining different materials into a single part.
Advantages of Injection Molding
High Precision: Injection molding can produce parts with tight tolerances, making it suitable for complex, intricate designs.
High Production Volume: Once the mold is created, large quantities of parts can be produced rapidly and efficiently.
Material Flexibility: A wide range of materials, including various types of plastics, can be used in injection molding.
Cost-Effective for Large Runs: While the initial cost of creating the mold can be high, the per-unit cost of parts decreases significantly with higher production volumes.
Complex Geometries: The process can create parts with complex shapes, undercuts, or even multi-material designs.
Common Materials Used in Injection Molding
The choice of material plays a crucial role in the functionality and durability of the final product. Some commonly used materials include:
Polypropylene (PP): Known for its flexibility, chemical resistance, and low cost, often used for packaging, automotive, and consumer goods.
Acrylonitrile Butadiene Styrene (ABS): Offers good impact resistance and strength, used in applications like automotive parts, toys, and electrical housings.
Polycarbonate (PC): A tough, high-performance plastic often used in applications requiring optical clarity or high strength, such as eyewear lenses and medical devices.
Nylon (PA): Known for its strength, wear resistance, and flexibility, often used in automotive, industrial, and consumer applications.
Polystyrene (PS): A rigid, low-cost plastic used for items like disposable cutlery, containers, and packaging.
Polyethylene (PE): A versatile and cost-effective material used in packaging, containers, and industrial applications.
Factors Affecting Injection Molding Process
Several factors can influence the quality and efficiency of the injection molding process:
Material Choice: The type of plastic material affects the temperature, viscosity, and cooling time, influencing cycle time and part quality.
Mold Design: Proper mold design is critical to achieving high-quality parts. This includes factors such as gate placement, parting lines, cooling channels, and mold material.
Injection Speed and Pressure: The speed and pressure at which the plastic is injected into the mold affect the quality and consistency of the part.
Temperature Control: Maintaining the correct mold and material temperatures is crucial for ensuring uniform cooling and minimizing defects.
Cycle Time: The time required to complete one injection cycle influences production speed and cost efficiency.
Applications of Injection Molding
Injection molding is used in various industries for a wide range of products:
Automotive Parts: Dashboard components, bumpers, door panels, and air ducts.
Medical Devices: Syringes, diagnostic tools, surgical instruments, and device housings.
Consumer Electronics: Smartphone cases, TV housings, and computer parts.
Packaging: Containers, lids, bottles, and packaging inserts.
Toys and Games: Action figures, board game pieces, and playsets.
Household Goods: Kitchen tools, storage containers, and small appliances.
Limitations of Injection Molding
While injection molding offers many advantages, there are some limitations to consider:
High Initial Tooling Costs: Designing and creating the mold can be expensive, especially for complex parts.
Long Lead Times: Mold design and fabrication can take several weeks or even months, depending on the complexity.
Material Limitations: Not all materials are suitable for injection molding, and some may require special processing conditions.
Complexity of Design: While injection molding is great for complex shapes, there are still limitations to the type of geometries that can be achieved.
Conclusion
Injection molding is a powerful, efficient, and cost-effective process for producing high-quality plastic parts. Understanding the intricacies of the process, material choices, and mold design is key to optimizing production and ensuring the success of your project. Whether you’re creating a single prototype or a high-volume production run, mastering injection molding can help bring your design to life.
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Google Analytics Cookies
These cookies collect information that is used either in aggregate form to help us understand how our website is being used or how effective our marketing campaigns are, or to help us customize our website and application for you in order to enhance your experience.
If you do not want that we track your visit to our site you can disable tracking in your browser here:
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Other cookies
The following cookies are also needed - You can choose if you want to allow them:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.